電機試驗平臺鑄造時的需要注意的幾點
- 2022-08-23 11:58:05
- 來源:鑄鐵平臺
- 作者:付麗馨
- 0
- 0
- 添加收藏
很顯然的道理,想要延長電機試驗平臺的壽命,采購結構設計合理,強度和硬度都達標的威岳機械所產的平臺平板是首當其中的要點,在鑄造時更要注意!
威岳機械電機試驗平臺是檢查機器零件平面度,直線度等形位公差的測量基準,也可用于零件劃線研磨加工,安裝設備等用途。是檢驗機械零件平面、平行度、直線度等形位公差的測量基準,也可用于一般零件及經密零件的劃線、鉚焊研磨工藝加工及測量等。
電機試驗平臺是指在工業生產中需要對一些笨重的大型工件進行加工精度的檢測時,所需要的放置的平面鑄電機試驗平臺不僅可以對大型設備檢驗,還可以經確的測量出被檢驗工件的平面度,是工業測量中的基準平面,電機試驗平臺(基礎平板)專門應用于大型設備的測量。
電機試驗平臺設計標準:
a、電機試驗平臺/鑄鐵平臺及所有附件的計量單位全部采用國標。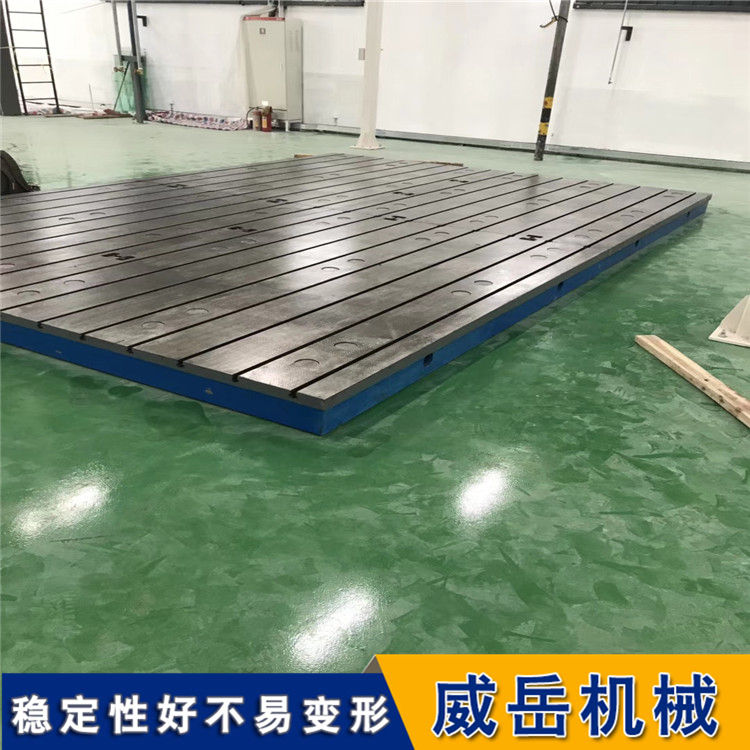
b、電機試驗平臺需進行兩次人工時效處理。一次時效處理在粗加工前,以消除鑄造應力二次人工時效處理在粗加工后,以消除粗加工產生的應力。
c、全部電機試驗平臺的調整采用可調墊鐵調整,使平臺調整方便可靠且降低需方采購成本。
d、電機試驗平臺外觀及表面質量。
e、為大程度地減小裝卸起吊平臺過程中電機試驗平臺自重對平臺精度的影響,全部平臺吊裝孔設計符合貝塞爾支點原理。
f、電機試驗平臺無銹跡、滑痕等其他影響使用的外觀缺陷,不允許有嚴重影響使用性能的砂眼、氣孔、裂紋等鑄造缺陷。
g、電機試驗平臺加工面涂防銹油,非加工面涂防銹漆,面漆。
h、為提高電機試驗平臺的抗變形能力,按材料力學強度理論,采用箱型筋式結構,截面采用高強度的半封閉式箱型截面,使平臺縱橫剖面均呈“工”字梁結構。
l、電機試驗平臺的設計制造要符合JB/T794—1999《電機試驗平臺》標準。
在電機試驗平臺生產中,為了消除電機試驗平臺在長期使用中尺寸、形狀發生變化,常在低溫回火后精加工前,把平臺重新加熱到100-150攝氏度,保持一定時間,通過這種時效處理來穩定平臺的質量。
電機試驗平臺鑄造時的注意事項:鑄造碾砂過程的控制,型砂的性能將直接影響量具鑄件的質量,因此,型砂應該具有良好的透氣性,濕強度、流動性、可塑性和退讓性等。嚴格按照加料順序:舊砂-新砂-粘土-煤粉-水。混碾時間定在6~7min,混碾后進行約5h左右調勻。調勻后進行過篩、打松后再用,使型砂具有松散性,以提高透氣性、流動性等。鑄造澆注過程的控制。澆注前要對鑄水進行孕育和扒渣處理。在澆注過程中要不斷流、平穩,以避免沖砂而形成砂眼。跑火時要及時堵住漏鑄水的部位,并補足鑄水,以減少冷隔、澆不足等缺陷。鑄造清理過程的控制,清理過程是量具鑄件冷卻后從鑄型中清理量具鑄件,以獲得表面無缺陷的量具鑄件。