

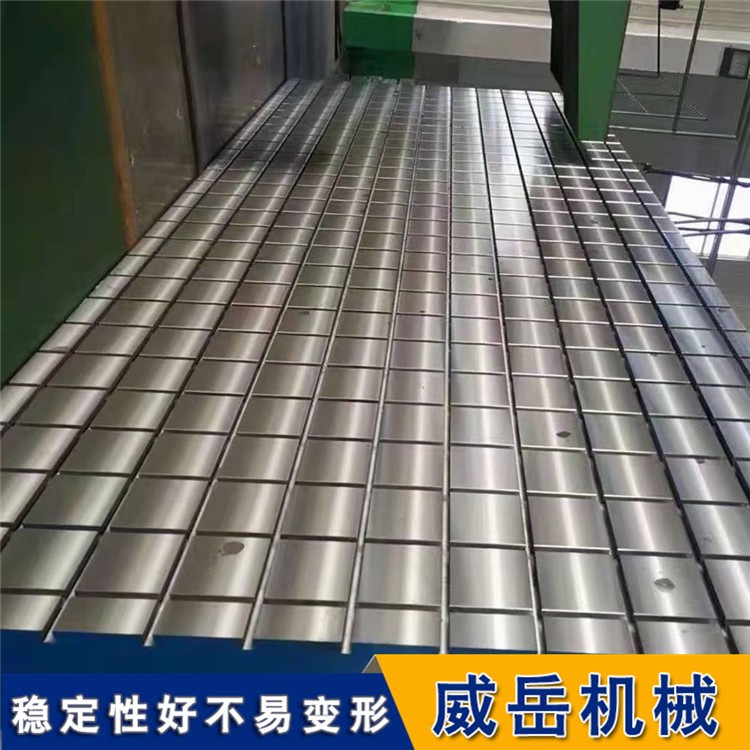
焊件在焊接前、穩固的安裝在臺面上,在受到焊接應力或者其它作用力時工件不能產生位移,否則將會影響焊接的正常進行和焊接質量。對于工件的夾緊,在兩部分臺面上分別開設長槽孔,配合螺栓1、壓板2和鎖緊螺母4能方便的對工件3進行安裝和定位。工作時將工件的帶固定部分放置于焊臺和壓板之間,通過螺栓連接將工件夾緊。
對于高度的調整,考慮到結構的 性和操作性,選用類似螺旋千斤頂結構;依靠鎖緊螺母和螺旋副的自鎖特點可以使調節后的高度保持不變。工作過程中,轉動高度調整手輪12,通過調節桿8帶動錐齒輪6轉動,進而使安裝于高度調整絲桿的錐齒輪5轉動,從而實現底座上下移動,實現高度的調整。在高度調整好之后,通過鎖緊螺母14鎖住調整后的高度,從而獲得適宜的高度位置。高度調節范圍為400mm-1000mm。
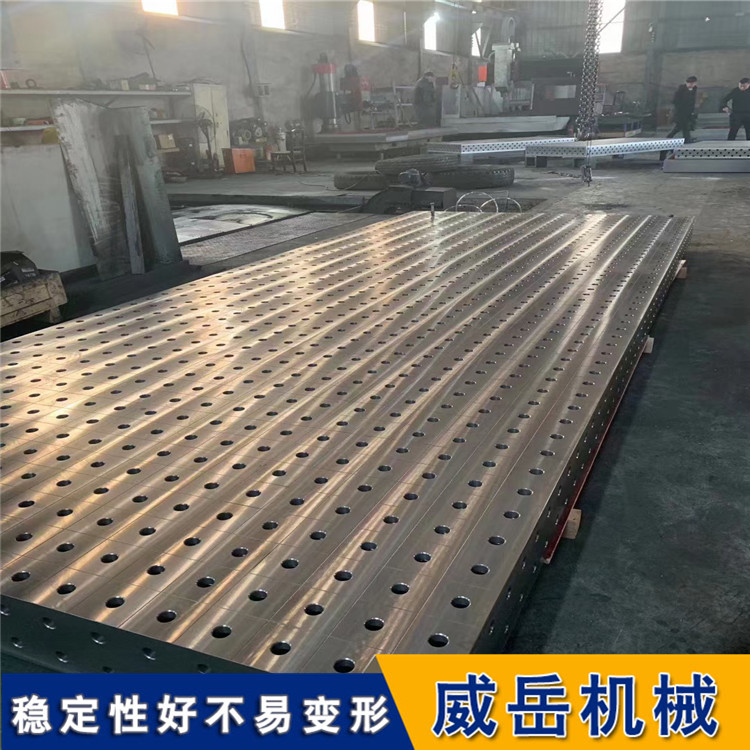
為保證焊接鑄鐵平板臺面的平面度和剛性,選擇厚度為10mm的鋼板作為臺面的基本材料。底座和固定支架等分別采用槽鋼,以保證焊接鑄鐵平臺的強度和剛度要求。整個機架重量40kg,預支撐的大重量100kg。整個焊接臺主要由:固定支架、底座、固定焊臺,可調焊臺、高度調整裝置、角度調整裝置等幾部分組成。
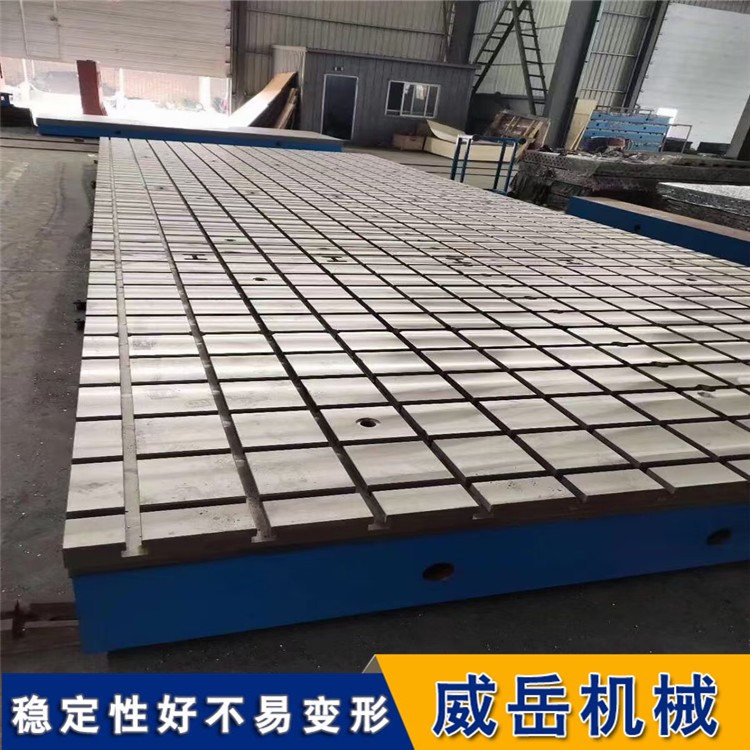
焊接鑄鐵平臺的結構搭配有很大的學問,合理科學的結構搭配有利于鑄鐵平臺的使用壽命及質量。焊接鑄鐵平臺采用面、邦、筋搭配組成,各部分為一次性澆注而成。面也就是工作面,是使用中接觸 多的地方,工作面按承重、精度、開槽等情況設計 的厚度,面的厚度至關重要,既要保證使用效果還不能過于加厚,也就是做到性價比 高;性價比高還涉及到圍子和筋,圍子在使用中起到支撐作用,厚度和高度都和平臺支撐能力有關。
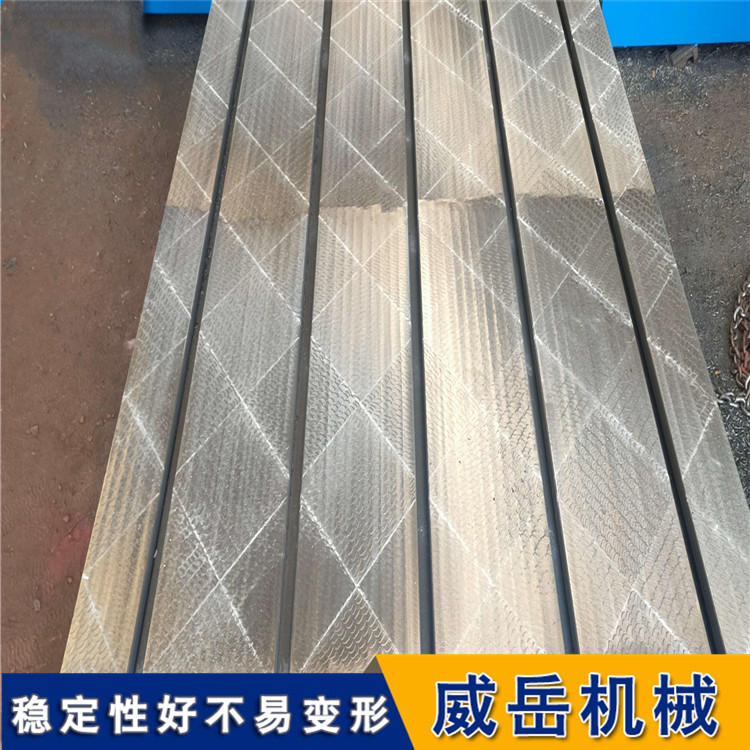
通常焊接鑄鐵平臺高度也是根據平臺大小決定的,1500*2000——2000*3000的平臺高度在230——300mm范圍內,大于此規格的焊接鑄鐵平臺高度可以搭配到300——400mm。過于矮的高度會影響平臺的硬度。加強筋起著拉伸作用,也要根據承重要求設計搭配加強筋的高度和厚度,加強筋的高度通常為半筋、滿筋及平筋。
合理科學的結構搭配是焊接鑄鐵平臺生產廠家技術能力的一種指標,性價比高是我廠生產的追求及原則。期待廣大客戶朋友來電洽談。焊接鑄鐵平臺工作面根據客戶需求來設計,一般焊接平臺工作面精度要求不高,滿足需要焊接的工件就可以,工作面精度參照焊接平臺 標準GB/T 22095-2008。
焊接鑄鐵平臺使用時應把表面清理干凈,工件固定牢固,焊接完成后及時把工件卸下,防止平板變形。雖然該產品有性,也不可以把它存放在潮濕陰暗處。要定期檢驗平板的 度。保證工作質量為了防止焊接平板(焊接平臺)發生有害的變形,在發裝平板時,要將支承支在主支點處。支承時,盡量將平板的工作面調整到水平面內。









